沧州白膜消失模批发供应
发布时间:2022-07-22 00:42:23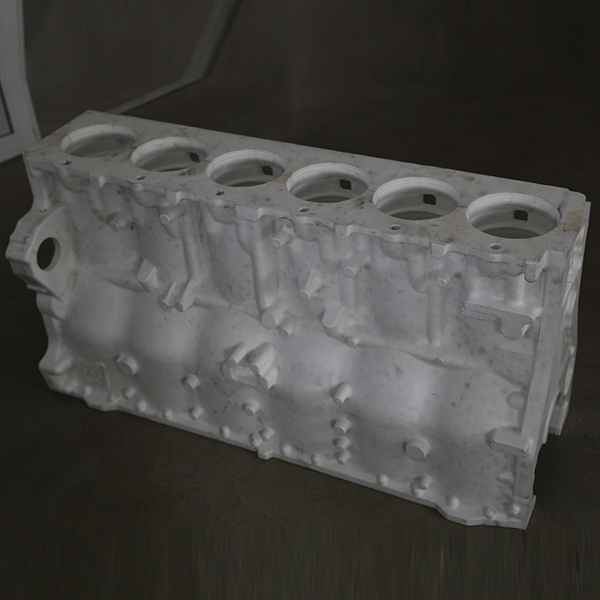
沧州白膜消失模批发供应
越来越多的企业采用“消失模”工艺生产铸钢件,产品主要集中在矿山、工程机械、模具、阀门等零部件,材料主要为普通中碳高碳钢、高锰钢和低碳合金钢等。在工艺上也可分为两种,一种是空壳浇注,另一种是同其他材料一样的实浇注。分析消失模铸钢件浇注工艺,首先要了解产品的主要缺陷。铸造时因碳含量高,流动性差,收缩大,易导致铸钢件变形。在消失模工艺生产中,由于其工艺性质,其工艺性质比传统空腔铸造更为明显。首先,由于钢的含碳量很低,一定量的单质碳溶解后,金属液会因含碳量的变化而变质,即所谓的“增碳”。由于钢液中有大量的氧化渣,泡沫气化残渣容易吸附聚集,造成大量的表面和内部碳渣缺陷。此外,钢液在负压作用下冷却速度快,容易产生低温缺陷。在生产阀门时,由于壁厚的不同,容易出现裂纹。要解决这些问题,必须从根本上控制工艺设计。
沧州白膜消失模批发供应
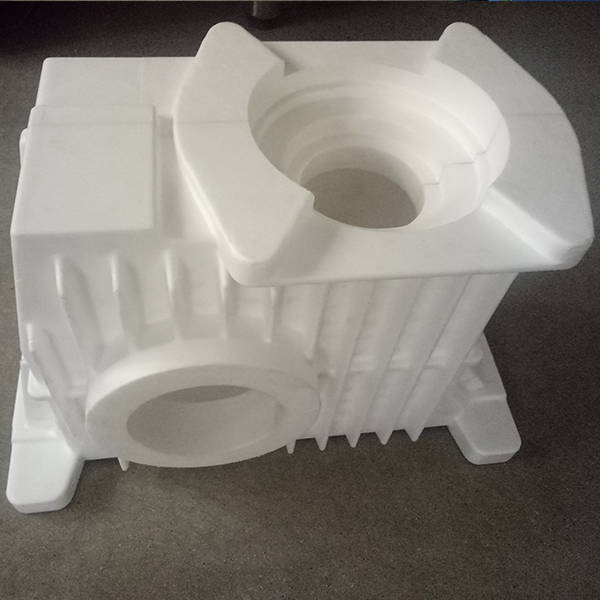
消失模具预发泡时,发泡率为40~50倍,珠粒直径约为原始珠粒直径的3倍。为获得良好的造型表面状态,在造型成形时,应在造型壁厚方向上安排3个造型珠粒。通过这种方式,所选择的初始粒径(mm)=铸件壁厚(mm)×l/3×1/3。举例来说,若要获得5毫米壁厚的铸件,必须使用直径小于0.55毫米的原粒料作为模制材料。但是对于薄壁零件,特别是灰铸铁零件,珠粒直径有时会稍小一些。而且对于厚壁零件,珠粒充填不成问题,形状也有一定的强度,适当选择较大的珠粒,也可获得理想的铸件表面。原球预发泡:消失模铸造用预发泡机一般是间歇式。间断预发泡机分为间歇蒸汽预发泡机和真空预发泡机。分批式蒸汽预发泡机的预发泡工艺参数:EPS100~105℃;STMMA105~115℃;EPMMA120~130℃。预发泡水蒸气进入不宜太集中,压力和流量不可过大,以免造成结块、发泡不均,甚至部分颗粒过度预发而破裂。发泡时珠粒与蒸汽接触,而发泡前珠粒中水分的质量分数高达约10%,所以卸料后必须进行干燥处理。在真空预发泡机上,加热介质(蒸汽或油)并不直接与微粒接触,微粒发泡是真空与加热的双重作用,是发泡剂加速气化溢出的结果。所以预热温度、预热时间、真空度的大小以及抽真空时间是影响预发泡珠粒质量的关键因素。通常真空度设置在0.06~0.08MPa,抽真空20~30秒,预热时间1~3min,不超过2min,预热温度由夹层蒸汽压控制。

沧州白膜消失模批发供应
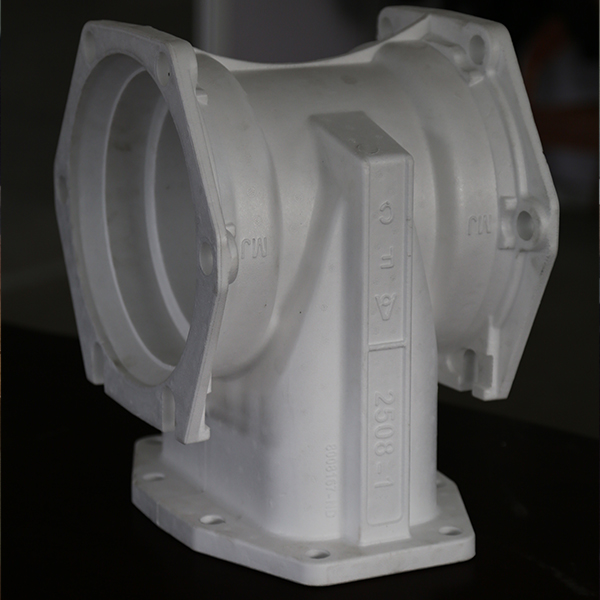
消失模具因生产工艺不科学、不合理等原因而产生的各种缺陷,应采取预防措施,主要是:①改变浇注系统,提高浇注速度,在无紊流情况下控制浇注;提高涂膜层和型砂的透气性③控制发泡剂的浓度、含水率及含量。请涂上干燥剂干燥的图案。使用泡沫模型控制粘接剂的用量和质量,在保证粘接强度的前提下,尽可能少用粘接剂,应选用气量小的粘接剂。所述气孔是指铸件表面光滑的气孔,其形成主要是形成气泡型式,以及铝合金液的固结。其气体不会释放出铝液体。模型密度过大、涂层透气性差、涂层不干燥、出口和浇注温度较低、出口系统设计不合理是造成这种现象的主要原因。粘砂是金属液渗入型砂中,形成金属液与型砂的机械混合物,粘砂有金属液通过涂布层裂缝渗入型砂,金属液渗入涂布层的型砂,形成粘砂。铝铸件粘砂充砂一般是由于充砂不牢固、无振动、真空过高造成的。
沧州白膜消失模批发供应
负压消模铸造技术是将负压消模铸造法与低压反重力浇注相结合的新型铸造技术。本文介绍了真空低压消模铸造技术的特点:结合低压消模铸造和压铸,在一定的压力下完成充填过程,与大大提高了合金的充填能力的压铸相比,设备花钱少,铸造成本低,铸造热处理强化的砂型铸造相比,铸造精度高,表面粗糙度小,生产率高,性能好的反重力作用下,直接浇口成为补短通道,浇注温度损失少,液态合金在可控压力下可以补充凝固,铸造振动消失模铸造技术。消模振动铸造技术是指在消模铸造过程中通过一定频率和振幅的振动,使铸件在振动场的作用下凝固,消模铸造凝固过程中对金属溶液施加一定的振动,消模过程中液相与固相之间发生相对运动,树枝破碎,增加液相内的结晶核,使铸件的凝固组织细分化,补缩改善,改善力学性能。采用消模铸造现成的紧固型振动台,通过振动电机产生的机械振动,使金属液受动力激励产生核,达到细分组织的目的,是操作简单、成本低、不污染环境的方法。

沧州白膜消失模批发供应
消失模具与砂型铸造相比,消失模有八个主要优点:生产范围广:消失模铸造不需要分型和下芯,尤其适用于几何形状复杂、传统铸造工艺难以完成的箱体类、壳体类、筒管类等铸件。高精度的外形标准:可以实现高尺寸的精度,并且可以浇铸出薄壁(即3mm)。在消失模铸造中,由于没有造型这一环节,直接采用“熔模”法,因此铸件外形与模具一致。不需要考虑砂型铸造造型、铸造工错箱、塌箱等人为因素导致铸件外形不标准。选择合适的铸件可降低运行成本:相对于传统的砂型成形,复杂的铸件,尤其是需要高尺寸精度且截面较薄的内部零件,可以低成本生产。清除时间短:消失模铸件由于尺寸精度高,没有分型线,也没有气孔针和型芯,所以能将毛刺和机械加工减至少。清除工作时间可减少超过80%。