湖北白膜消失模铸造公司批发
发布时间:2024-02-06 00:34:56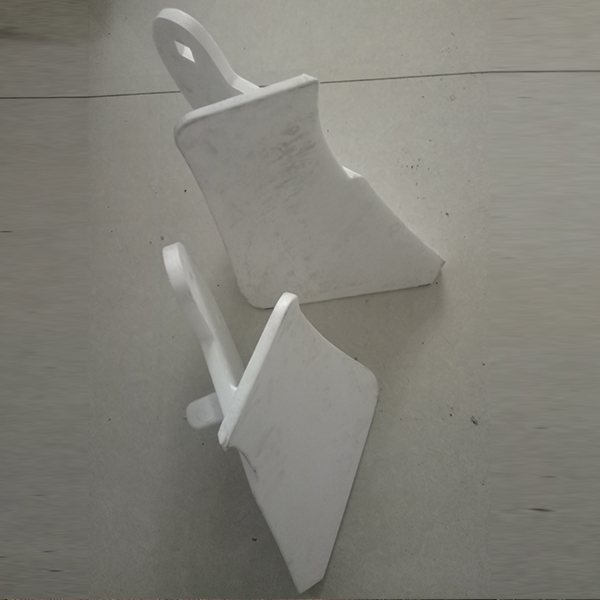
湖北白膜消失模铸造公司批发
何谓SLA3D打印快速消失模铸造?采用SLA光固化3D打印技术,可直接打印树脂模,代替传统铸造用蜡模,提高铸造生产的准确度,节省蜡模开模环节,是一种快速成型技术,能同时满足铸造行业对准确度和表面质量的要求,成功率高,而且更加环保。光固化法3D打印技术原理及应用。采用UV紫外线作为光源,液体感光树脂作为原料,在计算机控制下,根据三维图形截面数据逐层打样累积成型。精铸所用的光固化原型需加工成中空形状,打印成型后,将未固化的树脂倒出,形成中空形状,将树脂排出出口密封,再装上蜡浇注系统,即可制壳。样机可以将抽真空壁厚制成0.6毫米薄片状,烧制时挥发气化,能完全达到无杂质状态。它适用于高强度、大尺寸、高精度零件的铸造生产,是一种理想的铸造生产工艺。

湖北白膜消失模铸造公司批发
相对于其它铸造方法,消失模铸造方法具有独特的优点。用消失模铸造工艺可自由设计具有复杂内腔的铸件,这种铸件采用其它铸造工艺难以实现或完全不能实现,这对许多选择这种铸造工艺的用户来说,是吸引人的地方。这种方法可用于零件的一体化设计,从而消除后续的打磨和机加工工序。对下面的碾米机的辊子而言,消失模铸造工艺是它的选择。本品有倒钩齿尖,齿下还有凹坑。一开始,铸造厂尝试用机器加工的泡沫模型来铸造样品,以证明他们能够制造这种产品。工艺也不一定非得在复杂产品中才能发挥其优势。举例来说,一个形状相当简单的零件,是用砂型铸件工艺制造的,用砂型铸件成形出油槽。本品在加工过程中出现问题,因出油口堵塞造成废品率举高。把它转换成消失模铸造工艺生产后,这一问题就迎刃而解了,它的生产成本也低于砂型铸造。

湖北白膜消失模铸造公司批发
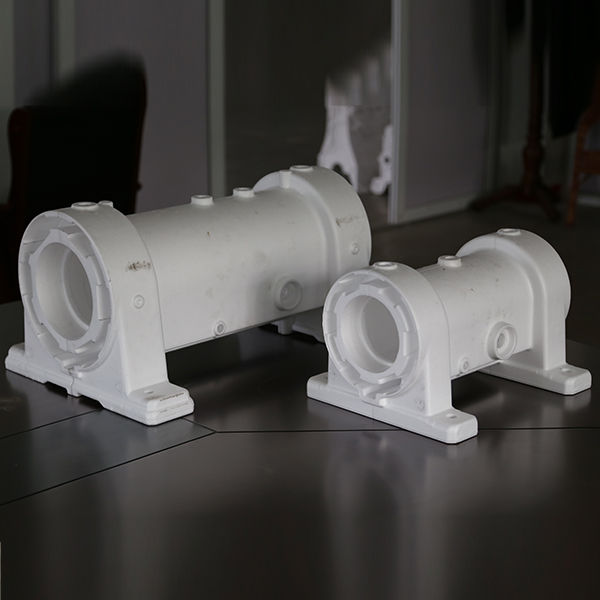
采用消失模铸造工艺可以添加更多的油,从而达到更好的过滤效果。在产品结构设计不断提升的过程中,越来越多的产品特性和油路被整合为一个整体,形成铸造产品。采用消失模铸造工艺,可提供大的设计弹性,实现这些变化。为何选择消失模铸造工艺?设计自由度。产品设计工程师可以用其它铸造工艺不能生产的零件,设计出无拔模倾斜,甚至倒形的零件;铸件的壁厚一致;组件/部件的去除-整合、一体化设计;泡沫模具的耐磨性较低。泡沫塑料珠粒不会磨损模具,因此确保形状尺寸的准确性。近净成型,不需或只需少量机械加工;这种方法还适用于形状简单的零件;不用木模生产大型铸件;工艺控制简便;降低人工成本,减少机加工,不需高额花费,节能环保;适用于多种材料,如铸铁、铸钢、青铜和铝合金。

湖北白膜消失模铸造公司批发
白色模具是消失模具的一种,由泡沫材料制成,以合成树脂为基体,内部有无数微孔结构。白色模具消失模具的特点是质地轻,气泡孔不相通,隔热隔水。而且生产工艺决定了消失模具的性能。以下龙尊边肖将详细介绍消失模具的生产工艺。当温度低于玻璃化温度时,发泡剂会慢慢逃脱。只有当温度上升到玻璃化转换温度以上,珠子才能处于高弹性状态,发泡剂才能软化变形。由于温度上升,发泡剂的快速气化膨胀使珠子体积快速增大,形成具有共同珠壁的封闭蜂窝结构,密度大大降低。
湖北白膜消失模铸造公司批发
除了设计上的优势之外,消失模铸造还具有工艺上的优势。一般情况下,消失模铸造生产线只有30米长。这是一种非常紧凑的,通常也是高度自动化的过程,非常适合于单个产品的大规模生产。此外,过程控制也较为简单。一些较大的消失模铸造厂,都有能力自行设计和建造消失模铸造系统,虽然相当简单,但效率很高。相对于砂型铸件的计量基准,消失模铸造工艺更节能,劳动生产率和材料利用率更高,库存更少,废品率更低,安全性更高。用40-75万模次即可铸造消失模模具。由于泡沫型铸铁模具可长期保存,所以铸铁模具在消失模铸铁厂的交货时间一般为4周。型砂和芯砂不需要预先生产作为备用。这些技术上的优点带来了生产成本上的优势。该模具寿命较长,人工成本较低,且型砂不含任何粘结剂,便于回收再利用,解决了型砂再利用问题。消除后浇孔主要是消除后浇孔,且不存在飞边毛刺,从而减少了磨削工作量,节约了成本。总之,消失模铸造是一种能耗低、产出高的铸造工艺。

湖北白膜消失模铸造公司批发
消失模具发泡成型后的外观应干燥并储存一段时间以使其稳定,称为外观干燥和成熟,简称外观成熟。成熟分为自然成熟和干燥室(干燥室温度一般控制在45~60℃)中成熟(强制成熟)。模型在干燥和成熟过程中应收缩。一般EPS模型的收缩率为0.4%~0.7%;EPMA模型和STMMA模型的收缩率为0.2%~0.4%。成熟时间与模型材料、模型壁厚、成熟条件(温度、湿度、通风)等因素有关。因为外观在成型过程中要与水蒸气和水接触,刚脱模的外观含有大量水。造成外观含水量的因素很多,主要是发泡成型、加热给蒸汽压力、通蒸汽时间和冷却给水时间等。一般情况下,刚脱模的外观含水量在6%-8%左右,这样的外观不能直接去除外观上的涂料。外观的组合与粘结:比较复杂的泡沫外观如果不能在一副模具中成型,需要进行分片处理,每一片都是单独用模具成型,人们习惯于称之为模具片;然后用粘结的方法,将多个泡沫模具片组合成整体泡沫外观。对简单泡沫模型的小批量生产,采用手工粘结;而对复杂模型的大批量生产,则采用自动粘结机,采用粘结模型保证粘结精度。